在线客服
在线客服

咨询热线
15358015387


2024-1-25

不锈钢酸洗钝化,是指去除不锈钢表层氧化的化学过程,适合200系列、300系列、400系列不锈钢。
不锈钢在加工过程中会出现黑色、黄色的氧化皮,为了提高不锈钢的外观和耐蚀性,加工后的不锈钢必须进行酸洗钝化处理。去除焊接、高温加工处理后产生的氧化皮,使之银亮有光,并使处理后的表面形成一层以铬为主要物质的氧化膜,不会再产生二次氧蚀,达到钝化目的,从而提高不锈钢制品的表面防腐质量,延长设备使用寿命。
不锈钢酸洗钝化处理,主要包括浸渍法、膏剂法、涂刷法、喷淋法、循环法、电化学法等6种,下面详细介绍下前三种方法。

浸渍法
不锈钢管、弯头、小件等较适合该方法,处理效果很好,由于处理后的零件可以充分浸泡在酸洗钝化液中,表面反应彻底,钝化膜细腻均匀,该方法适用于连续间歇操作,但随着溶液反应浓度的降低,需要补充新的溶液,其缺陷受酸罐形状和容量的限制,不适用于大容量设备和形状过长过宽的管道,长期以来,没有必要降低溶液蒸发的影响,需要特殊的场所、酸池和加热设备。
膏剂法
不锈钢酸洗钝化膏在国内应用广泛,并提供了一系列产品,其主要成分有硝酸、氢氟酸、缓蚀剂、粘剂等。适用于焊缝处理、焊接变色、甲板顶部、转角死角、自动扶梯反面、储罐大面积改造和钝化,膏剂法的优点是不需要特殊设备和场所,不需要加热设备,现场操作灵活,酸洗钝化一次完成,独立性强,钝化膏有很长的保质期,每次更换处理都要使用一次新的钝化膏,一层表面钝化后,反应会停止,不易过度腐蚀,不受后续冲洗时间的限制,钝化可以在焊缝等薄弱环节加强。缺陷是操作环境差、劳动强度大、成本高、处理效果差等,有必要结合其他方法。
不锈钢弯头喷涂法
适用于单一产品或内部结构简单的设备在固定场所和封闭环境下的酸洗钝化。其优点是连续操作速度快,方法简单,对工人腐蚀影响小,管道在液体输送过程中可以再次酸洗,溶液利用率更高,这种法有许多限制条件,如:罐内的所有脚手架应拆除,罐和管道应清洁,管道中不应有残留物或杂质;全船所有深井泵、阀门、洗舱机等液货系统应调试备用;如果酸洗液在舱内停留时间过长,会发生反应,造成不锈钢过度腐蚀,需要连续操作,船厂一定要高度配合,随时准备大量的清洁水,万一停电、停水、罢工,会造成严重后果;废酸和废水应放在较大的容器中排放或暂时用舱室代替,但应尽快中和排放,以免腐蚀舱室;随着反应时间和溶液中杂质的增加,酸洗液的有用成分逐渐减少,需要随时检测溶液的浓度,及时配制新溶液;喷淋液在甲板、四壁、死角、扶梯反面等的停留时间较短,酸洗效果比底板稍差。
不锈钢酸洗钝化适合200系列、300系列、400系列不锈钢,广泛用于化工、制药、造纸、食品、航空、核工业、建筑等不锈钢设备、压力容器、工程构件的表面处理。
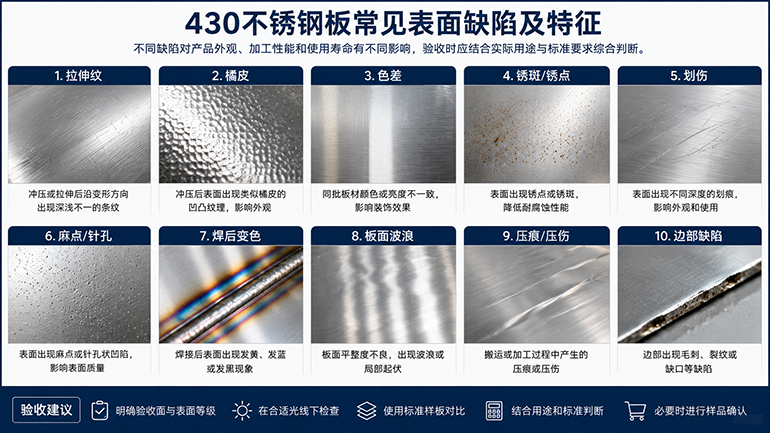
详细解析430不锈钢板常见的拉伸纹、橘皮、色差、锈斑、划伤、麻点和焊后变色,介绍缺陷原因、验收方法、加工控制及采购注意事项。
2026-7-27
了解更多